
Добродошли у АУТОМОБИЛ





4×4 лиснате опруге за задње вешање пикапа
Детаљ
Лисна опруга је погодна за пикап 4x4
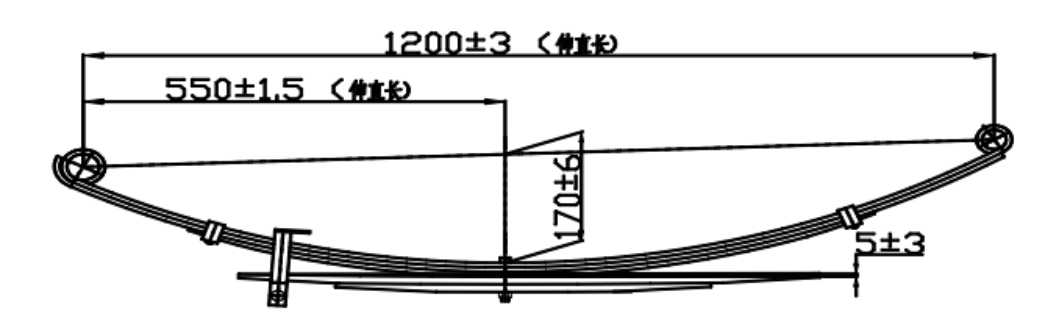
● Укупно 5 комада, величина сировине је 60*7 за први, други и трећи лист, четврти и пети лист су 60*12
● Сировина је SUP9
● Главни слободни лук је 170±6 мм, а помоћни слободни лук је 5±3 мм, дужина развоја је 1200, централни отвор је 8,5
● Сликање је направљено електрофоретским методом
● Такође можемо да производимо на основу цртежа клијента ради дизајнирања
Број дела лиснатих опруга за пикап 4x4:
| SN | ПРИЈАВА | ОЕМ БРОЈ | SN | ПРИЈАВА | ОЕМ БРОЈ |
| 1 | ХИНО | 48150-2341A-FA | 11 | ТОЈОТА | 48110-60062 |
| 2 | ХИНО | 48220-3360Б-РА | 12 | ТОЈОТА | 48210-35651 |
| 3 | ХИНО | 48210-2660 БХД | 13 | ХИНО | 48110-87334 ФА |
| 4 | ТОЈОТА | 48210-35830 | 14 | ТОЈОТА | 48110-35230 |
| 5 | ТОЈОТА | 48210-33830 | 15 | ТОЈОТА | 48210-OK010 |
| 6 | ТОЈОТА | 48110-60062 | 16 | ТОЈОТА | 48210-35170 |
| 7 | ТОЈОТА | 48110-60160 | 17 | ТОЈОТА | 48210-35670 |
| 8 | ТОЈОТА | 48210-60240 | 18 | ТОЈОТА | 48210-26340 |
| 9 | ТОЈОТА | 48110-60250 | 19 | ТОЈОТА | 48210-35120 |
| 10 | Пикап 4x4 лиснати омотач | MITS018C | 20 | Пикап 4x4 лиснати омотач | МИТС018Б |
Апликације

Шта су лиснате опруге?
Лиснате опруге су основни облик вешања састављен од слојева челика различитих величина постављених један на други. Већина лиснатих опруга је обликована у елиптични облик употребом опружног челика који има својства која му омогућавају да се савија када се притисак дода на оба краја, али се затим враћа у првобитни положај кроз процес пригушења. Челик се генерално сече на правоугаоне делове, а затим се једном држи заједно металним копчама на оба краја и великим вијком кроз средину листова. Затим се монтира на осовину возила помоћу великих U-вијка, учвршћујући вешање на месту. Еластичност опружног челика омогућава савитљивост унутар вешања за удобност и контролу аутомобила током кретања, а поставка лиснатих опруга се деценијама показала као одржива опција за аутомобиле, упркос томе што се данас заиста може наћи само на теретним возилима и војним возилима.
Које су предности?
Због огромне количине метала слојевитог заједно, лиснате опруге пружају велику потпору између точкова, осовина и шасије аутомобила. Оне могу да издрже огромна вертикална оптерећења која се на њих примењују због своје чврсто испреплетене структуре, због чега их тешка индустрија и даље користи. Вертикално оптерећење се такође распоређује по целој дужини лиснате опруге, а не акутно кроз малу опругу и амортизер, што потенцијално може створити концентровану силу превелику да би вешање могло да је поднесе. У аутомобилу, пригушење може бити изузетно важна карактеристика. Ако је вешање недовољно пригушено, аутомобил ће се љуљати и одбијати након што удари у било какву неравнину или рупу на путу. Ово је била значајна карактеристика код аутомобила који су користили спиралне опруге пре појаве амортизера и била је неповољна за аутомобиле када се возе стварном брзином. Лиснате опруге су се много боље носиле са пригушењем возила због трења између сваке челичне плоче, што је време одзива након вертикалног савијања вешања учинило много бржим, што је аутомобил учинило много управљивијим. Лиснате опруге су биле једноставног дизајна и јефтине за производњу у поређењу са раним опругама и амортизерима, па је то био главни начин постављања када су аутомобили почели да се производе масовно, како би се осигурала поузданост уз ниске трошкове. „Carhome“ је био најједноставнији дизајн, користећи само један лист опружног челика који се сужавао од дебелог у средини до тањег на ивицама (познато као параболичне лиснате опруге) како би се вертикална оптерећења правилно распоредила. Међутим, систем са једним листом могао се користити само на изузетно лаким возилима због недостатка чврстоће унутар шипке.
Референца

Нудимо различите врсте лиснатих опруга, укључујући конвенционалне вишелиснате опруге, параболичне лиснате опруге, ваздушне спојнице и опружне вучне полуге.
Што се тиче типова возила, то укључује лиснате опруге за тешке полуприколице, лиснате опруге за камионе, лиснате опруге за лаке приколице, аутобусе и пољопривредне лиснате опруге.
Продукција

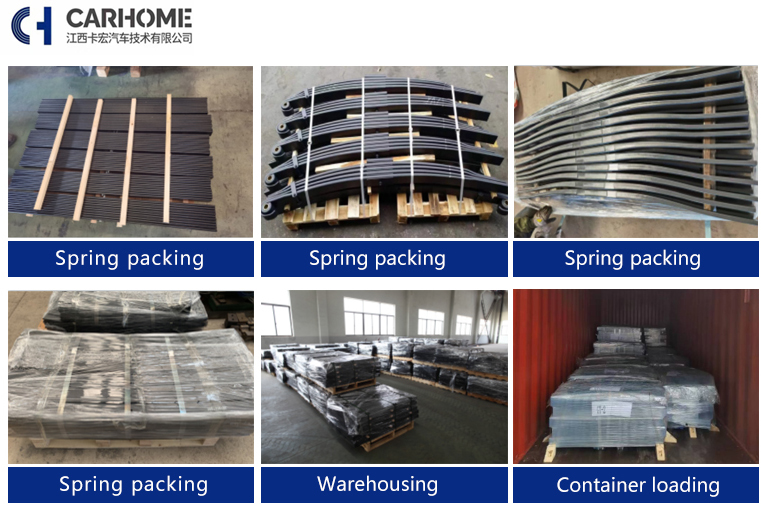
Паковање и достава
Опрема за контролу квалитета

Наша предност
Дебљина мања од 20 мм. Користимо материјал SUP9
Дебљина од 20-30 мм. Користимо материјал 50CRVA
Дебљина већа од 30 мм. Користимо материјал 51CRV4
Дебљина већа од 50 мм. Као сировину бирамо 52CrMoV4.
Строго смо контролисали температуру челика око 800 степени.
Опругу замахујемо у уљу за каљење 10 секунди, у зависности од дебљине опруге.
Свака монтажна опруга је постављена под напоном.
Тест замора може достићи преко 150000 циклуса.
Свака ставка користи електрофоретску боју
Тестирање сољу достиже 500 сати
Технички аспект
1, Технички стандарди производа: имплементација IATF16949
2, Подршка више од 10 инжењера за опруге
3, Сировина из 3 највеће челичане
4, Готови производи тестирани машином за испитивање крутости, машином за сортирање по висини лука и машином за испитивање замора
5. Процеси се испитују металографским микроскопом, спектрофотометром, пећи на угљеник, комбинованим анализатором угљеника и сумпора; и тестером тврдоће.
6, Примена аутоматске ЦНЦ опреме као што су пећи за термичку обраду и линије за каљење, машине за сужавање, машине за сечење; и производња са роботском асистенцијом
7. Оптимизујте асортиман производа и смањите трошкове куповине за купце
8, Обезбедите подршку за дизајнирање, дизајнирајте лиснату опругу према трошковима купца
Аспект услуге
1, Одличан тим са богатим искуством.
2. Размишљајте из перспективе купаца, систематски и професионално се бавите потребама обе стране и комуницирајте на начин који купци могу да разумеју.
3,7 радних сати 24 сата осигуравају да је наша услуга систематска, професионална, благовремена и ефикасна.













